That’s the one, that started it all.
Our first commercial design as FinkTeam, and one of which we are still immensely proud. We have moved on and learnt more since we designed this, but it still stands proud at the top of the range.
Enjoythemusic.com
“Needless to say, the sound was amazingly fast and clean, with highs that extended to the stratosphere. Bass was tight and tuneful while the midrange gave a clear and open aural landscape deep into the music. Wish there was more to listen, yet time is not on my side.“
LowBeats.de
“The project has been running for quite some time. Already last year I could hear a pre-release of the Fink Team WM3 in Fink’s Essen development lab. That was already very good, but is topped by the current result once again. Because at the HIGH END 2016 Fink finalized not only the tuning, but also the housing was completely redesigned. And here I have to say: Chapeau! It doesn’t even look that big anymore.“ – A translation from LowBeats.de
Advanced technical information available:

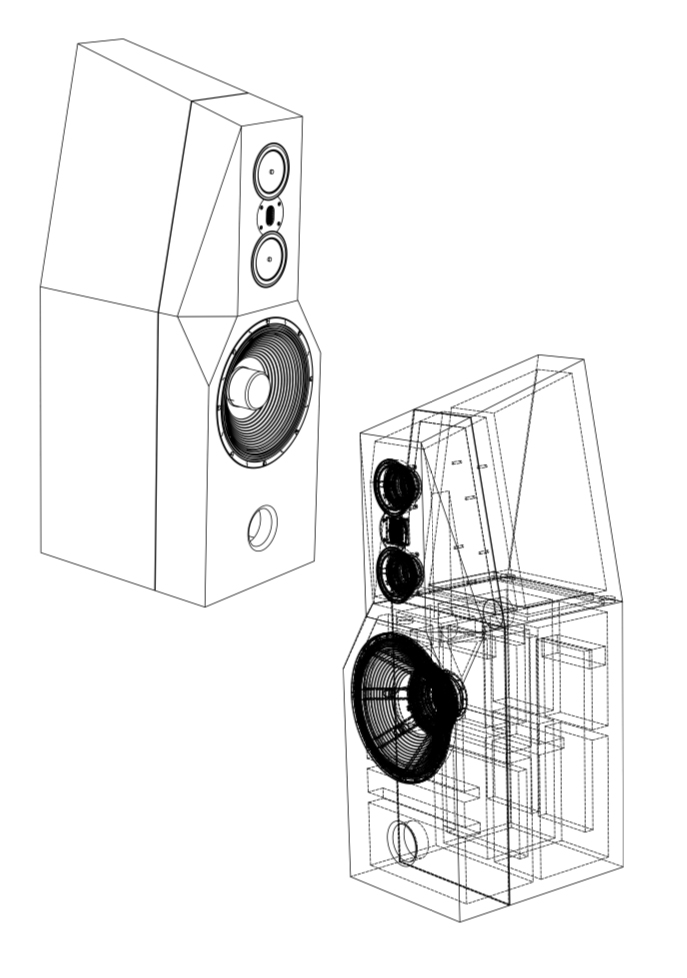
Flat Diaphragm Midrange Driver
Flat Diaphragm Midrange Driver
AMT HF Unit
Multi-Thickness Damped Mid/HF Enclosure
Multi-Braced LF Enclosure
LF Port
Low-Hysteresis Surround Bass Driver
TECHNOLOGIES

Frequency Response:
30Hz – 30kHz, − 6dB
Average Impedance:
6.5 ohms (6.2 ohms with optional impedance smoother)
Minimum Impedance:
4.1 ohms
Sensitivity:
90dB SPL at 1m for 2.83Vrms input
Distortion:
<0.2% THD at 90dB SPL
Drivers:
Bass:
bespoke 15-inch, designed and manufactured by FINKTEAM
Midrange:
twin 5.5-inch FMWD, designed by manufactured by FINKTEAM
Tweeter:
1260mm2 AMT (Mundorf)
Terminals:
Mundorf silver-plated pure copper
Dimensions:
1420 × 450 × 580mm (HWD)
Weight:
135kg each
Finish:
Choice of standard finishes or any finish to special order
Fifteen-inch woofers have a long history. Before transistor amplifiers, tube amplifiers’ limited electrical output power made it necessary to use high-efficiency drive units. The easiest way of increasing a driver’s efficiency is to increase its radiating area, and the 15-inch driver proved to be a good compromise between size and efficiency. At the same time, 15-inch woofers became a de facto standard for pro audio applications, whether in sound reinforcement systems or bass guitar stacks.
When transistor amplifiers eroded the need for large drivers, the 15-inch hi-fi-woofer fell out of fashion. It survived in the pro audio arena, where 15-inch drivers still play an essential role in numerous applications, but the requirements for this type of driver are somewhat different from those in the hi-fi-world. A typical pro audio 15-inch woofer provides high power handling, high excursion and is compatible with quite a small cabinet. It is optimised to run most of the time at 20 to 50 per cent of its rated power handling.
On the hi-fi side, design priorities would be low distortion and low mechanical losses while cabinet size is not restricted.
Having searched the market for possible candidates for the WM-4, it became apparent that none of the 15-inch pro audio woofers is suitable for a home hi-fi application, so a new 15-inch woofer had to be developed. The woofer we designed features a stiff corrugated straight-sided cone made from glass-fibre-reinforced non-pressed paper pulp with a thickness of 3mm to prevent sound leaking through it from inside the cabinet. The cone is rather deep to make it as stiff as possible, with the result that the first cone breakup mode occurs at a high 1kHz, well outside the woofer’s operating range.
Hi-fi woofers generally use half-roll rubber surrounds, but the WM-4’s is a triple-roll fabric type which, with the paper cone, gives it the appearance of a pro woofer. The difference is that we have co optimised the stiffness of the surround and spider (suspension) to achieve the linearity of a half-roll surround but without its high hysteresis. Subjectively this ensures ‘quick’, ‘snappy’ bass.
The motor uses a neodymium magnet within the 102mm diameter voice coil. The requirements of normal listening levels determined its excursion capability. It was modelled on the premise of loud hi-fi use rather than for use as a PA system. Thus, the voice coil’s winding height is 20mm, combined with a 10mm magnet gap height. Multiple aluminium demodulation rings within the motor system compensate for voice-coil induced eddy currents, while a copper shield on the pole piece reduces voice coil inductance. Together these measures assure extraordinarily low distortion across the whole woofer passband, and together with the low inductance change with excursion.
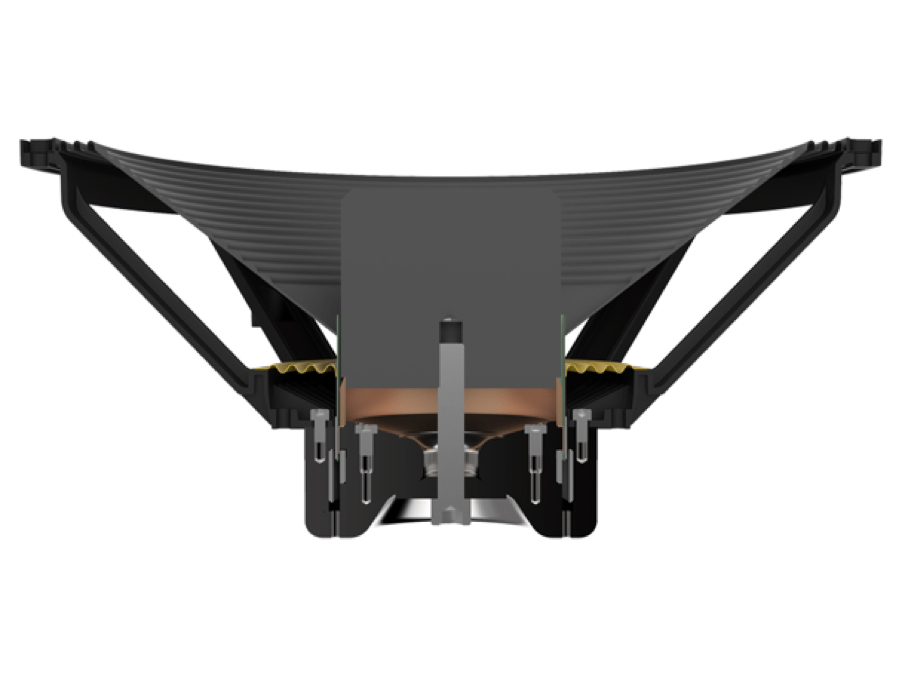
When we built the first drive unit sample with a dust cap, a cavity resonance in the air volume trapped beneath the cap caused a severe artefact in the frequency response. Replacing the dust cap with a phase plug eliminated the problem. The phase plug also further reduced mechanical losses caused by non-laminar airflow in the magnet gap and through the magnet’s vent hole.
Typical loudspeaker cabinets have pronounced structural resonances, which are very audible and reduce the speaker’s ’signal-to-noise ratio‘. At FinkTeam, we take this aspect of loudspeaker performance very seriously. We know that a quiet cabinet allows the reproduction of low-level detail in a recording otherwise swamped by spurious cabinet output. A quiet cabinet reduces colouration, and time smear improves stereo image focus and postpones listener fatigue.
The lower and upper cabinets of WM-4 require different designs according to the frequency range of the vibrations to which their respective drive units subject them. Compliant spacers position the upper cabinet precisely on the lower one while ensuring effective vibration isolation between the two.
With the bass cabinet, the design emphasis is on making the cabinet as stiff as possible to force panel resonances above the midrange drivers‘ crossover frequency.
To achieve the stiffness we require, we use internal bracing, positioned following the finite element analysis results and confirmed with laser interferometry measurements.
It is essential that braces only add stiffness where needed; otherwise, they can transfer energy to other parts of the cabinet, making the control of cabinet vibration harder.
With the midrange/tweeter cabinet, the design emphasis is on panel damping. It is impossible to force all the panel bending resonances above the passband. Instead, any resonances are damped to reduce their amplitude to below audibility.
A multilayer construction that combines multi-thickness MDF panels with a damping layer whose internal friction converts vibration into heat achieves the desired damping.
FinkTeam-developed algorithms help specify ideal material thicknesses to achieve the best results, but subjective assessment determines the ultimate combination.
Structural resonances are not the only ones we need to control: there are also standing waves within the enclosed air volume. Standing waves impose forces on the enclosure walls and escape the cabinet either by passing through the diaphragm of the drive unit or, in the case of a vented speaker like the WM-4, through the reflex port.
Crossover design in the WM-4 is straightforward because the drivers have essentially flat frequency responses, eliminating the need for any significant compensation.
The basic topology is fourth-order Linkwitz Riley, referring, of course, to the acoustic behaviour, not the electrical filtering. Drive units have their inherent roll-offs, which the electrical filter must account for to achieve the desired acoustic filter response.
A fourth-order Linkwitz-Riley alignment allows us to connect all the drive units with the same acoustic polarity, achieve an essentially flat on-axis frequency response, and ensure predictable results off-axis.
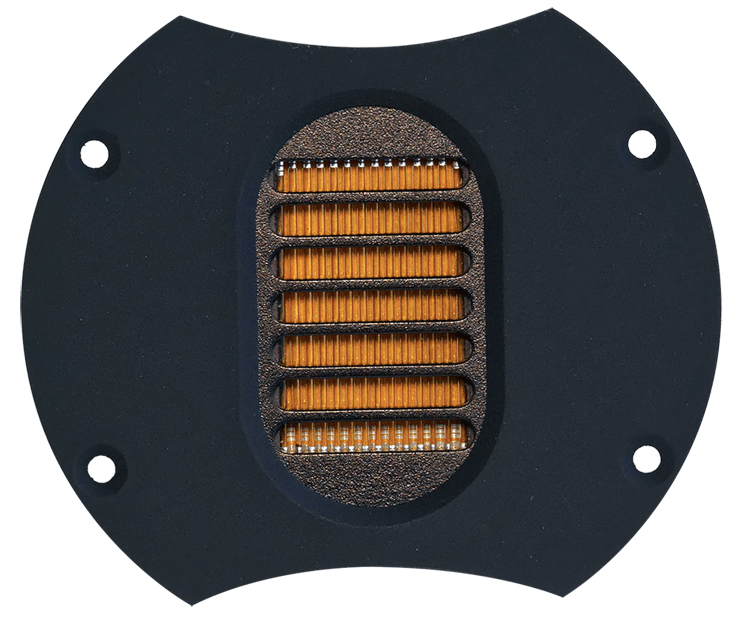
The tweeter is an Air Motion Transformer (AMT) operating according to the principles established by its inventor Oskar Heil. Developed by Mundorf and FinkTeam and manufactured exclusively for FinkTeam by Mundorf, the AMT has a strong, 25μm-thick pleated Kapton diaphragm with 50μm aluminium strips. This material has ideal internal damping, resulting in particularly low distortion. The team developed a unique etching process to produce it. Optimisation of the diaphragm configuration required extensive iterative tests.
Since the diaphragm dimensions are comparable to those of a 25mm dome tweeter, dispersion is also similar. Frequency response reaches up to 30kHz while distortion is very low and mainly second harmonic. The AMT’s almost constant impedance also facilitates simplified crossover design.
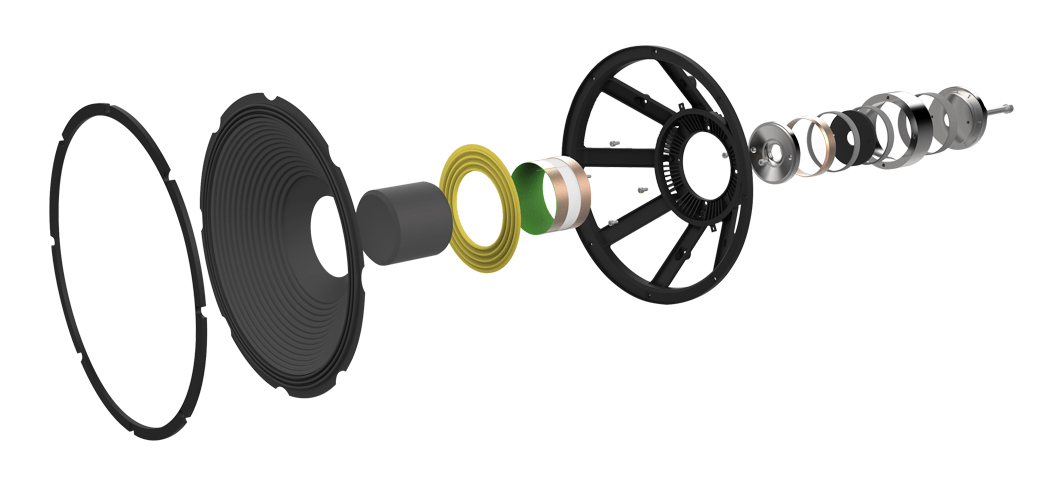
Basket
The die-cast aluminium basket features precision-milled functional dimensions (e.g. at the spider and surround gluing areas).
Cone
Dr Kurt Mueller in the UK supplies the corrugated straight-sided cone. Constructed from 3mm glass-fibre-reinforced non-pressed paper pulp, the thickness helps prevent sound migrating from inside the cabinet.
Spider
The spider and surround geometries are optimised to match the force versus excursion (Bl(x)) motor characteristic. Spider and surround have nearly identical compliance values, so the woofer, in effect, features a double suspension system that prevents instability and cone rocking at high excursions. The spider manufactured from pure Nomex fabric guarantees low mechanical losses and minimal degradation due to ageing.
Surround
Unlike a typical single-roll foam or rubber surround, the triple-roll poly-cotton surround generates a stiffness versus excursion (Kms(x)) characteristic comparable to that of the spider.

We had three principal objectives in designing the midrange driver: wide bandwidth, freedom from ‚cavity effect‘ and low distortion.
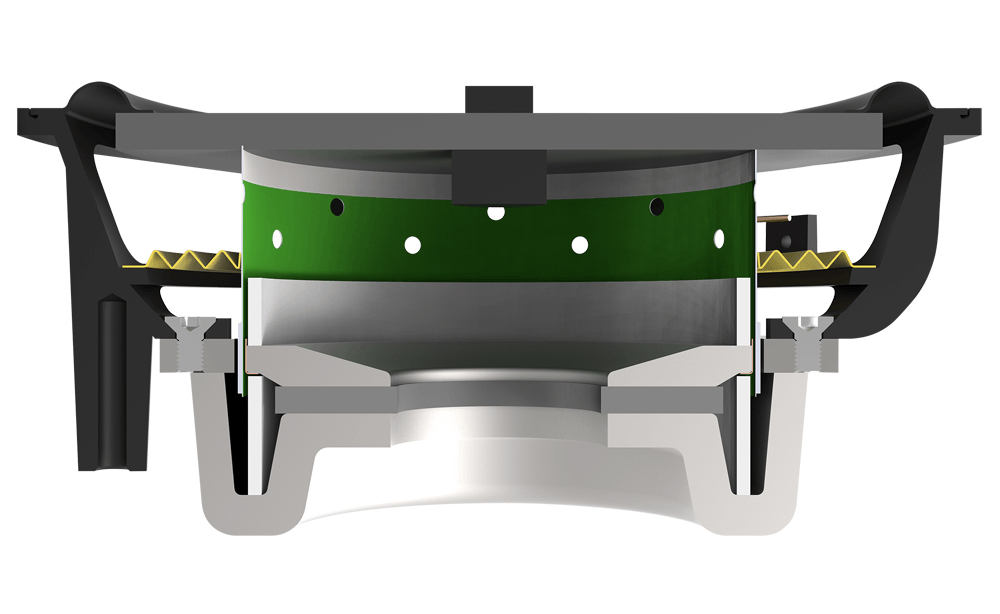
We’ve achieved this by using our made in house FMWD (Flat Membrane Wide Dispersion) units, optimised for high-performance applications, designed by and exclusive to FINKTEAM. These operate pistonically on-axis but exploit bending resonances at 2, 6, 12 and 18kHz to bolster off-axis output. These resonances, controlled by two damping pads mounted on either side of the flat diaphragm, ensure a wide, flat on-axis frequency response and a smoothly decaying power response. The wide bandwidth allows the optimum choice of crossover frequencies and simplifies crossover design. Because the diaphragm is planar, the driver does not cause the diffraction effects resulting from grazing radiation (sound travelling close to the baffle surface) encounters the cavity formed by a conventional cone diaphragm. This removes a distinctive colouration.
We achieved the third objective, in significant part, by minimising back EMF induced currents in the motor system. Two aluminium tubes below and above the magnet gap and a copper shield on the inner pole piece keep third harmonic distortion low, otherwise generated by eddy currents travelling in the motor’s metal structure. The suspension system creates symmetrical reaction forces in the operating range and matches the motor’s force versus displacement (Bl(x)) characteristic.
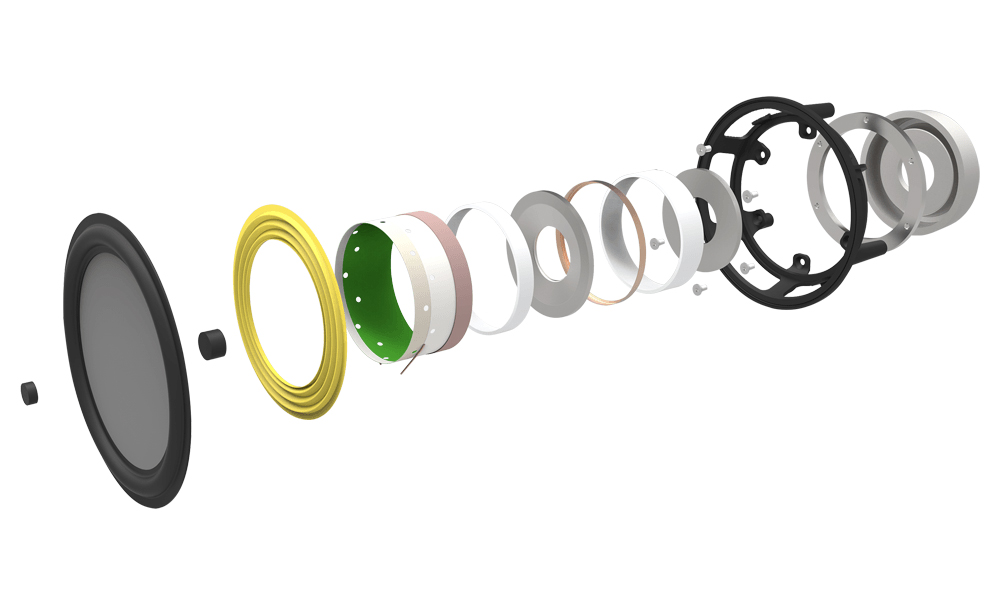
Basket
Die-cast aluminium chassis featuring three threaded holes for rear mounting.
Cone
5mm thick paper honeycomb panel for minimum mass and carefully dimensioned bending stiffness.
Motor
The motor system features a neodymium magnet located inside the voice coil. Two aluminium demodulation rings inside and outside the magnet gap minimise inductance variations with cone excursion, while a copper cap on the inner pole piece reduces overall inductance. Both measures assure low distortion.
Voice coil
75mm diameter copper-clad aluminium wire (CCAW) voice coil wound on a GRP (glass fibre) former.